Lentiviral Vector Manufacturing Process
Lentiviral Vector Manufacturing Introduction
The lentiviral vector manufacturing process converts a designed transfer cassette into a tested vector preparation that can support in vitro, ex vivo, or preclinical research. Manufacturing is not only a laboratory production step; it is where vector architecture, plasmid quality, producer-cell behavior, purification choices, and analytical testing become connected. This page explains the process logic and how custom viral vector development decisions affect lentiviral-vector quality, consistency, and research interpretation.
Upstream Design Before Lentiviral Vector Manufacturing
Manufacturing begins before cells are transfected. Transfer-vector structure, packaging design, envelope selection, plasmid quality, and target titer expectations shape the feasible production window.
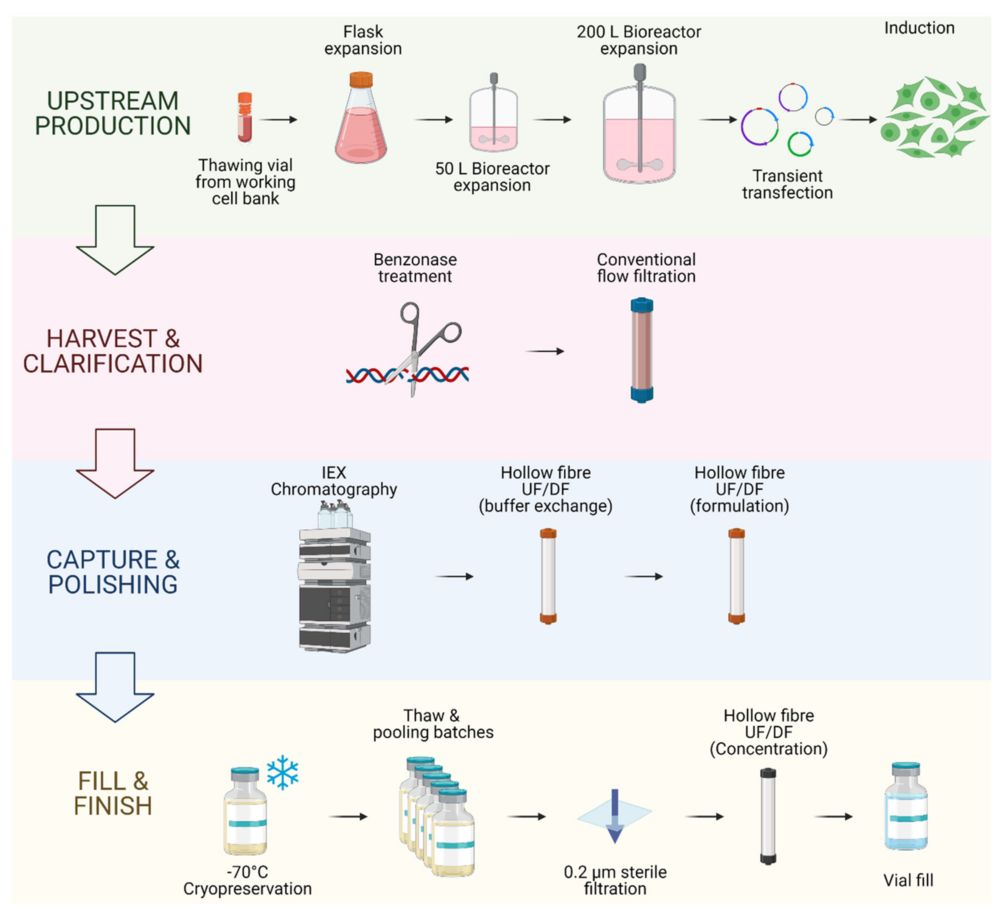 Figure 1. Example of an end-to-end upstream and downstream bioprocess for GMP-grade LV vector production.
Figure 1. Example of an end-to-end upstream and downstream bioprocess for GMP-grade LV vector production.
Design inputs that affect yield
- Large or repetitive payloads can reduce functional titer and increase the need for sequence verification.
Envelope choice should be aligned with production behavior as well as tropism, especially when envelope glycoprotein optimization is part of the project.
- Promoter, enhancer, and regulatory elements may influence cassette stability and expression in producer or target cells.
| Upstream input | Manufacturing relevance | Potential risk if ignored |
|---|---|---|
| Plasmid identity and purity | Supports reproducible transfection and particle assembly. | Low yield, contaminant carryover, or inconsistent batches. |
| Transfer cassette size | Influences packaging efficiency and functional titer. | Reduced infectious units or rearranged genomes. |
| Envelope plasmid | Affects tropism, stability, and producer-cell stress. | Low particle release or poor target-cell transduction. |
| Transfection ratio | Balances transfer, packaging, and envelope expression. | Excess defective particles or poor potency. |
| Cell culture condition | Controls producer-cell health and metabolic state. | Batch variability and impurity changes. |
Producer Cell and Transfection Strategy in Lentiviral Vector Manufacturing
Most research-scale lentiviral production uses transient transfection of producer cells, commonly HEK293-derived systems. The process must balance plasmid uptake, cell viability, particle assembly, and harvest timing.
- Cell density at transfection affects plasmid uptake and cell health.
- Transfection reagent, DNA ratio, medium condition, and harvest schedule should be optimized as a connected set.
- Multiple harvests may improve yield but can also change impurity and degradation profiles.
Harvest, Purification, and Formulation
Downstream processing should preserve functional particles while reducing process-related impurities. Lentiviral vectors are enveloped particles, so harsh processing can reduce infectivity even when physical particle measurements appear acceptable.
| Step | Purpose | Key process concern |
|---|---|---|
| Clarification | Remove producer cells and large debris. | Shear and hold time can affect envelope integrity. |
| Concentration | Increase vector units per volume. | Some pseudotypes tolerate concentration better than others. |
| Purification | Reduce host-cell proteins, DNA, plasmid, and serum components. | Over-processing can lower functional recovery. |
| Buffer exchange | Place vector into a formulation suitable for use or storage. | Osmolality, excipients, and freeze-thaw sensitivity matter. |
| Sterile filtration or final handling | Improve final preparation suitability for research use. | Particle loss and membrane adsorption should be monitored. |
Formulation
- A formulation should be chosen for the planned storage temperature, expected shipping condition, and cell-model sensitivity.
- Functional titer after freeze-thaw is often more informative than physical titer alone.
- Small formulation changes can affect sensitive primary cells or ex vivo models.
Quality Control (QC) of Lentiviral Vectors
Key QC Considerations for Plasmids
All plasmid DNA used for lentiviral vector production should undergo strict quality control (QC) to meet Good Manufacturing Practice (GMP) requirements, especially for clinical applications such as CAR-T cell therapy.
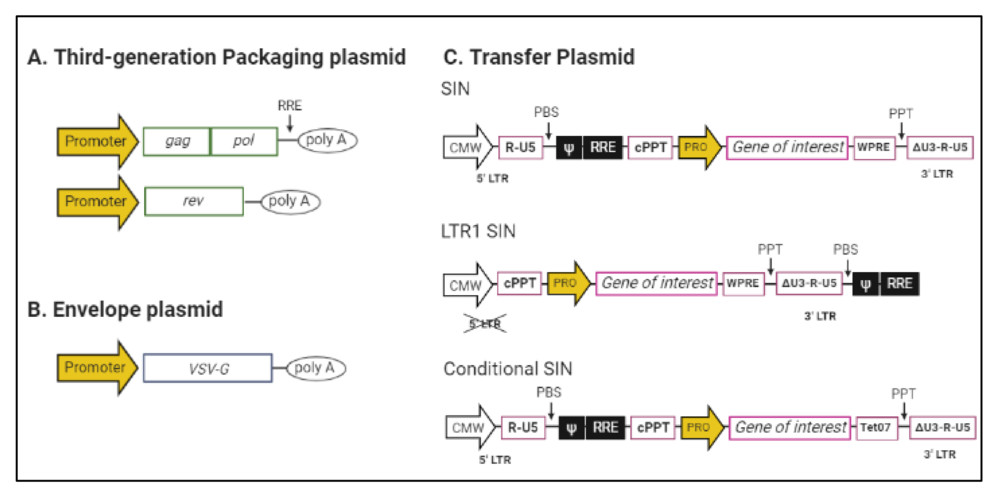 Figure 2. Plasmid designs for lentiviral vector (LV) production.2,3
Figure 2. Plasmid designs for lentiviral vector (LV) production.2,3
- Concentration and purity testing: Plasmid DNA should be available at sufficient concentration and free from major impurities, such as RNA or host-cell proteins. UV spectrophotometry is commonly used to assess A260/A280 and A260/A230 ratios. An A260/A280 ratio of 1.8–2.0 is generally considered acceptable for DNA purity.
- Endotoxin testing: Endotoxin, a component of bacterial cell walls, may be toxic to downstream cells. Therefore, endotoxin levels should be tightly controlled, commonly below 0.1 EU/μg DNA, as a key indicator of product biosafety.
- Sterility testing: Plasmid DNA should be free from bacterial, fungal, and other microbial contamination to avoid affecting subsequent cell culture and viral vector production.
- Residual nuclease testing: Residual RNase or DNase should be monitored because these enzymes may reduce transfection efficiency or compromise the integrity of viral RNA.
- Supercoiled plasmid ratio: High-quality plasmid DNA should contain a high proportion of the supercoiled form, which is closely related to biological activity. Electrophoresis can be used to assess plasmid conformation and confirm an adequate supercoiled fraction.
- Sequence integrity: Sequencing or other molecular biology methods should be used to confirm that all genes and regulatory elements match the intended design and contain no unintended mutations or deletions.
Key QC Considerations for Lentiviral Vectors
Quality control of lentiviral vectors is essential for ensuring safety, identity, purity, and functional performance. The manufacturing process should comply with relevant GMP expectations and regulatory guidance, including ICH Q5A(R2), Q5B, Q5D, and FDA/EMA requirements. For example, retro-transduction of producer cells may cause a 70%–90% loss of functional particles; preventing this process can significantly improve net lentiviral vector yield. Rigorous process control and QC are therefore important for translating CAR-T therapies from research to clinical application.
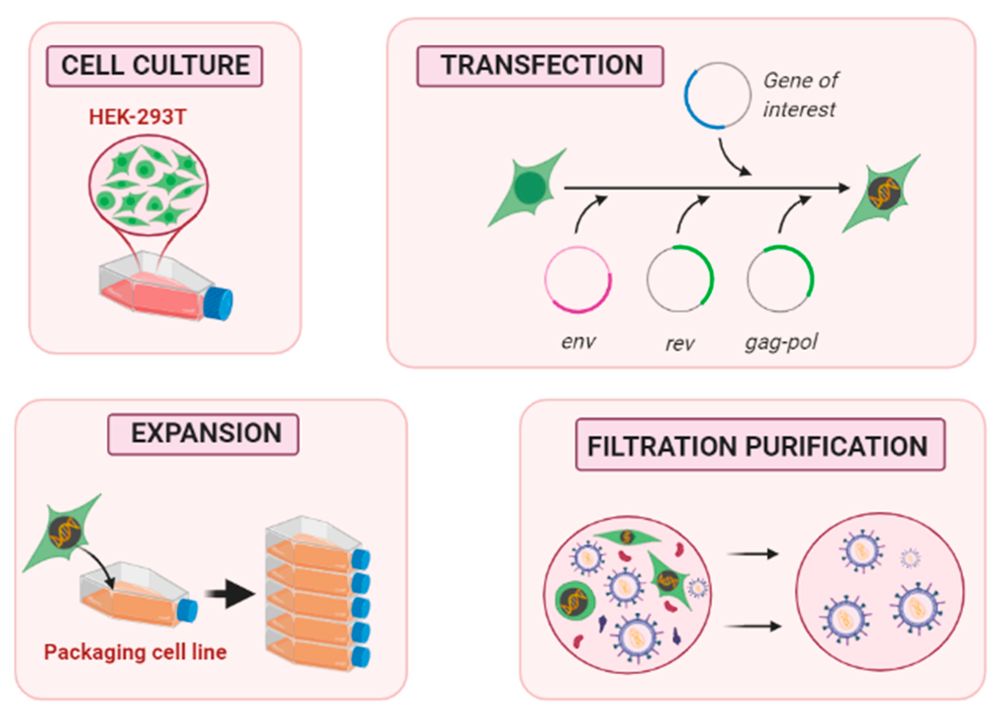 Figure 3. Proposed steps for lentiviral vector production in a packaging cell line.2,3
Figure 3. Proposed steps for lentiviral vector production in a packaging cell line.2,3
- Titer determination: Titer testing includes both physical and infectious titers. Physical titer can be measured by p24 antigen detection, viral RNA copy number analysis, or quantitative PCR. Infectious titer is determined using cell-based infectivity assays, such as TZM-bl or Jurkat-CAR reporter cell assays, and reflects the number of functional viral particles.
- Purity testing: Purity testing evaluates host-cell proteins by HCP ELISA, residual DNA, and aggregate levels. For clinical use, residual DNA is commonly controlled to a low level, often below 10 ng per dose, depending on product and regulatory requirements.
- Safety testing: Safety testing includes sterility, mycoplasma, endotoxin, and replication-competent lentivirus (RCL) testing. RCL testing is especially critical because replication-competent virus may lead to uncontrolled viral spread and potential pathogenicity.
- Potency testing: Potency assays evaluate whether the vector performs its intended function, such as transduction efficiency in target cells, CAR expression in T cells, and in vitro tumor-cell killing activity of CAR-T cells.
- Stability testing: Stability studies assess whether the product maintains its quality and functional activity under defined storage conditions.
Scale-up Considerations and Process Risks
Scale-up is not simply a larger flask version of the same process. Cell culture format, mixing, transfection kinetics, harvest timing, and purification recovery may change when moving from small batches to larger research or preclinical preparations.
Common scale-up risks
When a project moves from feasibility toward larger batches, advanced lentiviral process development may require tighter control of process parameters and analytical comparability.
- A high small-scale titer does not guarantee stable scale-up if producer-cell stress or envelope toxicity increases.
- Comparable potency across scales should be demonstrated with the same target-cell assay whenever possible.
Process Development Questions Before Scale-up
Before a lentiviral process is scaled, researchers should define which quality attributes must remain comparable. Scale-up decisions should be driven by function, not only by volume.
Comparability checkpoints
- Use the same functional assay when comparing small-scale and larger-scale batches.
- Track both physical and infectious titers because their ratio can change with process conditions.
- Monitor impurity burden, residual DNA, and cell-culture-related contaminants as purification conditions change.
- Document storage and thawing behavior because potency can decline after handling even when genome measurements remain stable.
| Process challenge | Possible cause | Practical response |
|---|---|---|
| Good physical titer but poor function | Damaged envelope or ineffective genome delivery. | Review concentration, formulation, and target-cell assay conditions. |
| High batch variability | Cell-density, transfection, or plasmid-quality differences. | Tighten upstream acceptance criteria and record process parameters. |
| Loss after purification | Shear, adsorption, or unsuitable buffer environment. | Compare recovery at each downstream step. |
| Poor performance in primary cells | Cell-state sensitivity or inhibitory impurities. | Use primary-cell potency assays and impurity controls. |
Manufacturing Strategy by Research Stage
Not every project needs the same manufacturing depth. Exploratory screening, primary-cell studies, animal work, and translationally oriented programs require different levels of process control and documentation.
Stage-based planning
- Discovery-stage studies may prioritize speed, construct comparison, and functional signal, while still maintaining basic identity and contamination checks.
- Primary-cell or ex vivo programs should add stronger potency, viability, copy-number, and impurity interpretation.
- Preclinical preparations should emphasize reproducible production, traceable materials, defined release criteria, and comparability across batches.
Documentation and interpretation
- A useful batch record links plasmid lots, cell passage, transfection conditions, harvest timing, downstream steps, and analytical results.
- A certificate or summary report should distinguish assay conditions from universal vector properties.
- When a manufacturing change is made, the study should ask whether the biological conclusion still holds under the new vector preparation.
Typical Manufacturing Workflows
A lentiviral manufacturing plan should be scaled to the intended use. Discovery batches, primary-cell batches, and preclinical research batches have different expectations for documentation, analytics, and comparability.
| Workflow type | Process emphasis | Analytical emphasis |
|---|---|---|
| Construct comparison batch | Fast production for multiple candidate designs. | Functional titer and expression comparison. |
| Primary-cell research batch | Preserve potency and reduce inhibitory impurities. | Viability, transduction, and cell-state readouts. |
| Pseudotype comparison batch | Compare envelope effects under matched cassette conditions. | Particle stability and target-cell functional titer. |
| Animal-study preparation | Consistency, formulation, and batch documentation. | Potency, impurity, and sterility-related tests. |
| Process-development batch | Optimize yield, recovery, and comparability. | Step recovery, impurity clearance, and stability. |
How workflow affects specifications?
- Exploratory batches can tolerate wider variability if the goal is early construct ranking.
- Primary-cell batches require attention to impurities because sensitive cells may respond to process residues.
- Pseudotype batches should control envelope-specific stability and concentration behavior.
- Animal-study batches often require stronger documentation of formulation, storage, and endotoxin or sterility-related attributes.
Common Manufacturing Failure Modes
Manufacturing problems often appear as low titer, inconsistent potency, poor target-cell performance, or loss after storage. These problems should be traced to a process step rather than treated as a single final-batch failure.
Failure patterns
- Low producer-cell viability may indicate transfection toxicity, envelope burden, or unfavorable culture timing.
- High physical titer with low functional titer may indicate damaged particles, weak envelope function, or poor target-cell compatibility.
- High functional titer in a cell line but poor primary-cell performance may reflect cell-state sensitivity or impurity effects.
- Loss after thaw may indicate formulation mismatch, repeated freeze-thaw, or envelope instability.
- Batch-to-batch drift may reflect plasmid lot differences, cell passage, or uncontrolled harvest windows.
Process investigation checklist
- Review plasmid maps, sequence identity, and endotoxin or purity information before blaming production conditions.
- Compare producer-cell morphology and viability before and after transfection.
- Measure recovery after each downstream step to identify where function is lost.
- Use a consistent reference cell line and the intended target cell when possible.
- Document storage time, thaw method, and freeze-thaw count with potency data.
Case-Style Manufacturing Examples
Manufacturing plans become clearer when the expected use case is defined early. The same construct can require different production and QC depth depending on whether it will be used for screening, primary-cell studies, or animal research.
Example 1: construct ranking batch
- The goal is to compare several payload or promoter designs under similar production conditions.
- A small-scale transient production format can be appropriate if titer and expression are measured consistently.
- The report should emphasize relative performance rather than overstate final manufacturing readiness.
- Follow-up production should retest the selected design under the intended scale and cell model.
Example 2: primary-cell transduction batch
- The process should prioritize functional potency in the intended primary cells, not only titer in a permissive cell line.
- Impurity reduction and formulation can influence cell viability and activation state.
- Vector input should be balanced against copy number, phenotype preservation, and downstream assay sensitivity.
- The batch should include enough documentation to interpret unexpected cell responses.
Short Practical Note
In practice, manufacturing quality should be judged by whether the final vector preparation supports the intended biological use. A batch that looks strong by one titer method may still be inappropriate if it performs poorly in primary cells, loses activity after thawing, or contains impurities that alter the assay.
Decision emphasis
- For early design screening, comparability across constructs is more important than final process optimization.
- For sensitive cell models, potency and impurity interpretation should receive more attention than maximum yield alone.
- For repeated or larger studies, process documentation and batch-to-batch consistency become central to scientific confidence.
Frequently Asked Questions
Q: What is the first step in lentiviral vector manufacturing?
A: The first practical step is design confirmation, including transfer cassette structure, packaging system, envelope choice, plasmid quality, and target readouts.
Q: Why can functional titer differ from physical titer?
A: Physical titer estimates vector-related material, while functional titer measures the ability to transduce a defined cell type under a specific assay condition.
Q: Does purification always improve lentiviral vector quality?
A: Purification can reduce impurities, but excessive or harsh processing may reduce functional recovery because lentiviral particles are enveloped and sensitive.
Q: What manufacturing variables most affect batch consistency?
A: Plasmid quality, cell density, transfection ratio, harvest time, culture condition, concentration method, and storage conditions are major drivers of consistency.
Q: When should a more complete QC panel be used?
A: A broader QC panel is useful when the vector will be used in primary cells, animal studies, ex vivo models, or any project where impurity, potency, and safety interpretation matter.
Overview of What Creative Biolabs Can Provide
Creative Biolabs can support lentiviral-vector research by helping investigators connect vector design decisions with measurable performance criteria, including transduction efficiency, expression durability, tropism, integration control, and quality attributes. The most relevant support depends on whether the project question concerns vector architecture, pseudotype selection, regulated expression, or manufacturing readiness.
| Research Need | Related Creative Biolabs Support | How It Connects to the Current Resource Topic |
|---|---|---|
| Plan a lentiviral production route | Lentiviral Vector Development Service | Links cassette design and production feasibility. |
| Improve yield or performance | Lentiviral Vector Optimization Service | Addresses upstream and process variables affecting titer and expression. |
| Optimize envelope-related production behavior | Glycoprotein Optimization of Lentiviral Vector | Connects pseudotype selection with particle stability and yield. |
| Support more advanced vector development | Advanced Lentiviral Vector Development for Gene Therapy | Relevant for projects that need stronger comparability and process planning. |
| Control expression or integration outcomes | Lentiviral Vector Design for Regulated Integration and Expression | Useful when manufacturing output must match a regulated-expression design. |
| Evaluate quality attributes | Viral Vector Analysis | Supports identity, titer, potency, purity, and safety-related readouts. |
For projects that require a tailored lentiviral strategy, researchers may contact us today to discuss the biological objective, target cell type, payload design, and preferred readout package.
References
- Labbé R P, Vessillier S, Rafiq Q A. Lentiviral vectors for T cell engineering: clinical applications, bioprocessing and future perspectives. Viruses, 2021, 13(8): 1528. https://doi.org/10.3390/v13081528.
- Martínez-Molina E, Chocarro-Wrona C, Martínez-Moreno D, et al. Large-scale production of lentiviral vectors: current perspectives and challenges. Pharmaceutics, 2020, 12(11): 1051. https://doi.org/10.3390/pharmaceutics12111051.
- Distributed under Open Access license CC BY 4.0, without modification.