AAV Vector Manufacturing Methods
AAV Vector Introduction
Adeno-associated virus (AAV) vector manufacturing methods determine not only how much recombinant vector can be produced, but also how consistently the final material supports a biological experiment. A manufacturing overview should therefore connect upstream production, downstream purification, and analytical testing rather than treating vector yield as the only success criterion. When planning AAV production for research or translational studies, early alignment between vector design, scale, quality target, and vector characterization planning helps reduce preventable failures during later dosing and interpretation.
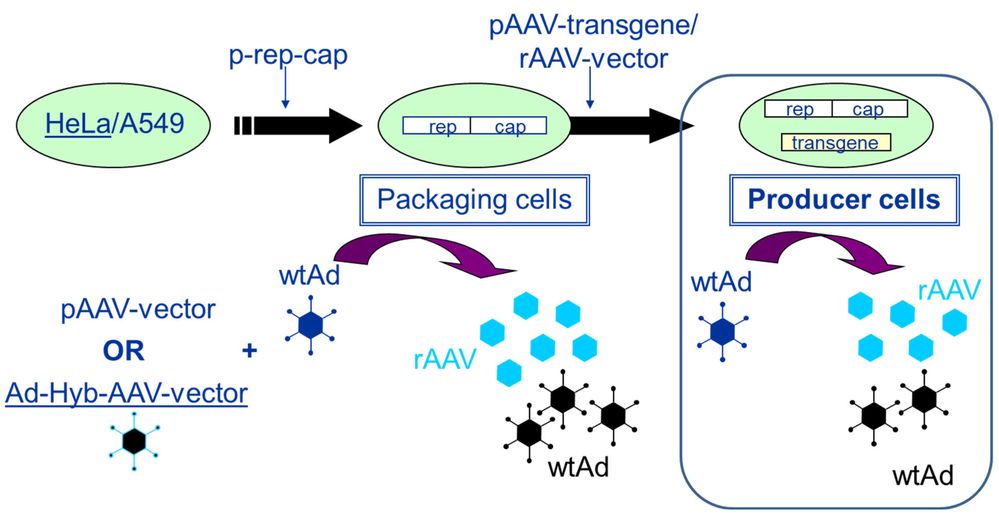 Figure 1. Establishment of packaging and producer cell lines for rAAV vector production.1
Figure 1. Establishment of packaging and producer cell lines for rAAV vector production.1
Manufacturing Goals for Recombinant AAV
The core goal of recombinant AAV manufacturing is to generate vector particles that contain the intended genome, display the desired capsid, remain physically stable, and perform in the selected biological system. Yield matters, but yield alone is not sufficient. A preparation with a high number of capsid particles can still contain many empty capsids, truncated genomes, residual host-cell components, aggregates, or low functional potency. For this reason, manufacturing decisions are usually evaluated through both process metrics and product-quality attributes. Manufacturing also needs to match the stage of the project. The same biological payload may therefore need different manufacturing strategies as it moves from screening to proof of concept, which is why early viral vector development planning should consider production feasibility before the final cassette is locked.
Recombinant AAV Production Workflow
A typical recombinant AAV production workflow begins with vector genome design and continues through plasmid preparation, cell expansion, delivery of production components, vector harvest, purification, concentration, formulation, and characterization. In HEK293 transient transfection, the transfer plasmid, Rep/Cap plasmid, and helper plasmid are introduced into producer cells. In baculovirus/Sf9 systems, production functions are delivered through baculoviral components in insect cells. Stable producer cell approaches embed some required functions in a cell line and can improve consistency once development is complete.
The most useful way to view the workflow is as a chain of decisions. A large or toxic payload may lower yield; cassette and capsid selection may change assembly behavior; a purification resin may perform differently across capsids; and a formulation buffer may influence aggregation or infectivity. Each step should therefore preserve the intended vector identity while removing components that interfere with downstream use.
Table 1. Recombinant AAV production workflow and key controls
| Workflow Step | Main Objective | Important Controls |
|---|---|---|
| 1. Transfer cassette and helper design | Define the payload, ITRs, capsid, Rep/Cap, and helper functions. | ITR integrity, sequence confirmation, payload size, plasmid quality, and compatibility with the selected production platform. |
| 2. Producer-cell preparation | Expand cells in a condition suitable for transfection or infection. | Cell viability, passage number, density, medium, culture format, and contamination control. |
| 3. Production initiation | Introduce the components required for vector genome replication and capsid assembly. | Transfection ratio, reagent quality, baculovirus multiplicity, timing, and process scalability. |
| 4. Harvest and clarification | Recover vector from cells and/or supernatant while removing bulk debris. | Harvest timing, lysis conditions, nuclease treatment, filtration, and recovery efficiency. |
| 5. Purification and polishing | Concentrate vector and reduce process- and product-related impurities. | Affinity or ion-exchange conditions, empty/full separation, aggregate control, and buffer exchange. |
| 6. Characterization and storage | Confirm identity, titer, purity, potency, and stability. | ddPCR/qPCR, capsid assays, SDS-PAGE/CE, residual DNA/HCP, potency assay, endotoxin, and storage condition. |
Table 2. Comparison of major AAV manufacturing platforms
| Method | Strengths | Typical Constraints |
|---|---|---|
| HEK293 transient transfection | Flexible, widely used, suitable for serotype and payload comparison, fast for research batches. | Scale-up can be costly; plasmid supply, transfection efficiency, and batch variability require control. |
| Baculovirus/Sf9 production | Scalable suspension culture and useful for larger production campaigns. | Requires baculovirus system development; product attributes may differ from mammalian-cell material. |
| Herpesvirus-assisted systems | Can support high-yield production in mammalian cells under specialized workflows. | Process complexity and helper-virus management need careful validation. |
| Stable producer cell lines | Potentially consistent once established and attractive for repeated production of the same vector. | Cell-line development takes time and is less flexible for rapidly changing constructs. |
Upstream Variables That Shape Yield and Quality in AAV Manufacturing
- AAV Yield and Genome Quality
Upstream production begins before cells are seeded. Transfer plasmid size, ITR quality, helper design, capsid sequence, transfection ratio, and cell condition can influence the number of productive particles. AAV cassettes close to the packaging limit may generate truncated genomes or lower yield. Engineered capsids can alter assembly efficiency, and highly toxic payloads may reduce producer-cell health. For this reason, upstream development often includes small-scale comparison runs before committing to a larger batch.
- Production Design
The upstream system should also be compatible with the intended analytical plan. If the study requires accurate dose comparison across multiple capsids, the production scale and harvest time should be standardized enough to avoid confusing biological differences with process differences. When a vector is intended for animal dosing, AAV genome titration and impurity testing should be scheduled as part of the production plan, not as a separate afterthought.
Downstream Purification and Empty/Full Capsid Control in AAV Manufacturing
- Purification Strategies for Cleaner AAV Preparations
Downstream processing removes cells, host-cell proteins, host-cell DNA, residual plasmids, nucleases, aggregates, and unwanted capsid species. Affinity chromatography can capture broad AAV classes, while ion-exchange methods may help separate empty and full capsids for selected serotypes. Density-gradient ultracentrifugation remains useful in some research contexts, but scalable chromatography is often preferred when process consistency is important. Buffer exchange and concentration then prepare the vector for storage or dosing.
- Empty/Full Capsid Profile
Empty and partially filled capsids are a central manufacturing concern because they increase capsid burden without contributing the intended genome. The acceptable empty/full profile depends on project stage and use case, but it should be characterized rather than ignored. AAV purification strategy connects directly to this issue because purification is not only about cleaner material; it is also about preserving potency while reducing process-related noise.
Quality Control for Manufacturing Decisions
Quality control links manufacturing output to biological interpretation. Identity testing confirms the intended vector, titer testing supports dose calculation, purity testing identifies process residues, and potency testing asks whether the vector performs its designed function. A manufacturing report that contains only vector genome titer is often insufficient for comparing lots, optimizing scale, or explaining unexpected in vivo outcomes. Orthogonal assays are especially valuable when the vector contains an engineered capsid or non-standard cassette, and functional potency testing can help distinguish a clean but inactive preparation from a biologically useful one.
Table 3. Manufacturing attributes and analysis
| Quality Attribute | Example Assays | Why It Matters |
|---|---|---|
| Identity | Sequencing, restriction analysis, capsid or genome-specific assays. | Confirms that the produced material matches the intended vector design. |
| Genome titer | qPCR or ddPCR for vector genomes. | Supports dose calculation and lot-to-lot comparison. |
| Empty/full capsid ratio | AUC, CE, TEM, ion-exchange methods, or orthogonal capsid/genome assays. | High empty capsid content can affect dosing, immunogenicity interpretation, and potency. |
| Purity | Host cell protein, host cell DNA, residual plasmid, SDS-PAGE, endotoxin. | Process impurities can interfere with safety and biological readouts. |
| Potency | Cell-based transduction, expression, editing, or functional assay. | Shows whether the vector produces the intended biological activity. |
Overview of What Creative Biolabs Can Provide
Creative Biolabs supports AAV manufacturing-oriented research through vector design, production planning, purification, titration, and analytical testing. The following services are selected because they align with the practical workflow of recombinant AAV production and release-style characterization for research use.
| Research Need | Related Creative Biolabs Support | How It Connects to the Current Resource Topic |
|---|---|---|
| Vector planning before production | Custom Viral Vector Development | Connects early plasmid, cassette, capsid, and workflow decisions with downstream production feasibility. |
| AAV cassette and capsid selection | AAV Vector Design for Gene Therapy | Useful before manufacturing because payload size, capsid, and promoter design affect yield and quality attributes. |
| AAV titer measurement | Adeno-associated Virus Titration | Directly supports quantification of AAV vector preparations and dose planning for cell or animal studies. |
| General viral titer strategy | Titer of Viral Vector | Helps compare genome titer, infectious or functional titer, and assay selection across viral vector programs. |
| Downstream purification | Advanced Adeno-associated Virus Vector Purification Service | Relevant to enrichment, concentration, removal of process impurities, and preparation of AAV stocks for research use. |
| Vector characterization | Viral Vector Analysis | Supports the analytical panel needed to interpret identity, titer, purity, potency, and safety-related manufacturing attributes. |
| Potency confirmation | Potency of Viral Vector | Connects production output with a functional readout rather than relying only on physical particle measurements. |
For projects that require an integrated plan across vector format, payload design, analytical testing, and preclinical readouts, contact us today to discuss the research goal and select the most appropriate AAV strategy.
Frequently Asked Questions
Q: What are the most common recombinant AAV manufacturing methods?
A: Common rAAV production methods include transient transfection of HEK293 cells, baculovirus/Sf9 insect-cell systems, herpesvirus-based systems, and stable producer cell lines. Each method differs in scalability, development time, helper requirements, product quality profile, and suitability for research or translational production.
Q: Why is the plasmid design stage important for AAV production?
A: The plasmids define the transfer cassette, rep/cap genes, and helper functions. ITR integrity, plasmid purity, transfection compatibility, and payload size can influence yield, genome packaging, empty/full capsid ratio, and reproducibility.
Q: How is recombinant AAV usually purified?
A: Purification may combine clarification, nuclease treatment, affinity chromatography, ion-exchange chromatography, ultracentrifugation, polishing, buffer exchange, and sterile filtration. The exact strategy depends on serotype, scale, purity requirement, and whether empty capsid reduction is a priority.
Q: What is the difference between physical titer and functional titer?
A: Physical titer measures vector genomes or capsid particles, while functional titer estimates the ability of the vector to transduce cells and drive a measurable biological output. Both can be useful because a high genome titer does not always mean high potency.
Q: Which quality attributes are most relevant to AAV manufacturing?
A: Important attributes include identity, genome titer, capsid titer, empty/full capsid ratio, residual host cell DNA, residual plasmid DNA, host cell protein, residual nuclease, endotoxin, sterility or bioburden, aggregation, potency, and stability under the intended storage condition.
Reference
- Merten O W. Development of stable packaging and producer cell lines for the production of AAV vectors. Microorganisms, 2024, 12(2): 384. https://doi.org/10.3390/microorganisms12020384. Distributed under Open Access license CC BY 4.0, without modification.