AAV Packaging
AAV Packaging Introduction
Adeno-associated virus (AAV) packaging is the process by which recombinant AAV genomes flanked by inverted terminal repeats are replicated and assembled into viral capsids. For gene therapy research, packaging quality determines more than vector titer. It affects genome integrity, empty and partial capsid content, infectivity, potency, and the reliability of downstream biological interpretation. This page explains how AAV packaging works, compares common production methods, and focuses on the effect of genome size on AAV vector packaging. Because packaging outcomes begin with cassette architecture, AAV expression cassette planning should be addressed before large-scale vector preparation.
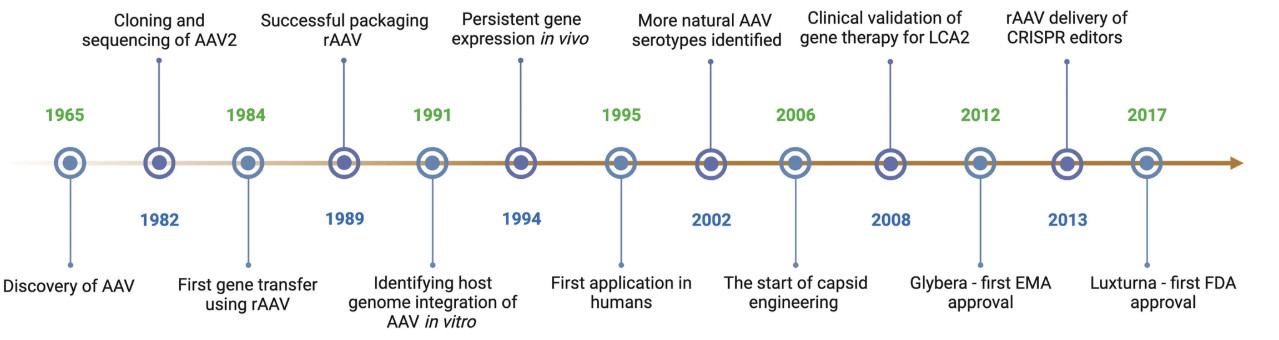 Figure 1. Historical milestones in AAV biology research and gene therapy development.1
Figure 1. Historical milestones in AAV biology research and gene therapy development.1
How AAV Packaging Works
A recombinant AAV vector packages a therapeutic or experimental expression cassette flanked by AAV ITRs into an AAV capsid, while Rep, Cap, and helper functions are supplied separately during production. However, AAV packaging can also generate empty capsids, partial genomes, residual plasmid DNA, host-cell impurities, and other process-related contaminants. Therefore, packaging quality depends not only on plasmid design, ITR integrity, production system, harvest timing, nuclease treatment, and purification strategy, but also on comprehensive QC readouts such as genome-copy titer, infectious titer, full-to-empty ratio, genome integrity, residual DNA, protein impurities, and potency.
| Packaging Component | Role in rAAV Production | What Can Go Wrong |
|---|---|---|
| Transfer genome with ITRs | Provides the packaged cassette and required cis elements. | ITR mutations, oversized cassette design, or unstable repeats can reduce yield or alter genome species. |
| Rep functions | Drive replication, rescue, and packaging of the vector genome. | Unbalanced Rep expression may affect genome rescue, packaging efficiency, or vector purity. |
| Cap functions | Produce VP1, VP2, and VP3 capsid proteins for assembly. | Capsid changes can affect assembly, yield, tissue tropism, and empty/full distribution. |
| Helper functions | Provide adenoviral or herpesviral activities needed for efficient production. | Helper design can influence productivity, impurity profile, and scalability. |
| Purification process | Removes cells, proteins, nucleic acids, empty capsids, and other impurities. | Poor separation can leave empty capsids, aggregates, or residual host-cell material. |
Major Production and Packaging Methods
Several systems are used to produce recombinant AAV. The best choice depends on project stage, desired scale, serotype, regulatory expectations, cost, and the need for flexibility. Early discovery projects often value speed and design flexibility. Translational programs require greater attention to scalability, reproducibility, impurity control, and comparability between batches.
| Method | Typical Use | Advantages | Limitations |
|---|---|---|---|
| Triple-plasmid transfection in HEK293 cells | Common discovery, preclinical, and process-development work. | Flexible, well established, compatible with many capsids and cassette designs. | Transfection scale-up, plasmid burden, and batch variability can become limiting. |
| Baculovirus/Sf9 system | Larger-scale production and manufacturing-oriented development. | Scalable suspension culture and reduced plasmid transfection burden. | May require system-specific optimization of potency, impurities, and capsid ratios. |
| HSV helper-based production | High-yield production workflows for selected programs. | Can support scalable vector generation with helper-virus-driven replication functions. | Helper-virus management and downstream clearance must be carefully controlled. |
| Stable producer cell lines | Programs aiming for reproducible long-term manufacturing. | Potentially improves consistency and reduces repeated transfection requirements. | Development time is longer and construct changes are less flexible. |
Regardless of method, packaging should not be evaluated only at harvest. The upstream genome design, plasmid quality, cell health, culture conditions, harvest timing, lysis strategy, nuclease treatment, clarification, chromatography, formulation, and storage all contribute to final vector quality. When the intended use involves animal studies or potency testing, AAV vector purification must be integrated with analytical planning rather than treated as a final clean-up step. Packaging feasibility should also be reviewed when the project changes promoter, transgene tag, polyadenylation element, or capsid, because even small design changes can alter yield or assay comparability. A pilot production run is often useful when the construct is close to the capacity boundary, uses a less familiar capsid, or requires a purity profile suitable for in vivo studies with interpretable dose-response and biodistribution data.
How Does Genome Size Affect AAV Packaging?
Genome size is one of the most important design variables in AAV vector production. Wild-type AAV genomes are approximately 4.7 kb, and recombinant AAV vectors generally package most efficiently when the vector genome remains within a similar size range.
When the expression cassette approaches or exceeds the practical packaging capacity, several quality issues may occur:
- Lower vector genome titer
- Increased genome heterogeneity
- Truncated or incomplete packaged genomes
- Reduced infectivity
- Inconsistent transgene expression
- Higher risk of partial or non-functional vector particles
Oversized AAV vectors may still produce reporter activity at high multiplicity of infection, but this does not always mean that intact, full-length genomes were efficiently packaged. Therefore, functional signal alone should not be used as proof of successful packaging.
| Genome Design Situation | Expected Packaging Concern | Practical Design Response |
|---|---|---|
| Below roughly 2.5 kb in ssAAV | Very small genomes may produce non-standard genome species or require careful interpretation. | Consider cassette balance, stuffer sequence strategy, and genome integrity assays. |
| Approximately 3.0-4.7 kb in ssAAV | Usually within the preferred design window for many AAV vectors. | Optimize promoter, coding sequence, polyA, and regulatory elements without unnecessary sequence burden. |
| Near 4.7-5.0 kb | Packaging may become more sensitive to serotype, production system, and cassette structure. | Evaluate pilot yield, genome integrity, potency, and full/empty content before scale-up. |
| Above about 5 kb | Truncated and heterogeneous genomes become a major concern. | Consider miniaturized promoters, codon optimization, split-vector designs, or alternative delivery platforms. |
| Self-complementary AAV design | Functional cassette capacity is roughly half of conventional ssAAV. | Use compact expression cassettes and verify double-stranded genome forms analytically. |
Because vector genome copy number does not reveal whether genomes are intact, AAV genome copy number titration should be paired with assays that can address genome size distribution or functional potency. This is especially important for oversized constructs, compact self-complementary designs, and vectors carrying repeated or structured sequences.
Recombinant AAV Production Workflow
A recombinant AAV production workflow usually begins with design review, not cell culture. The transfer cassette, ITRs, capsid choice, helper system, and analytical plan should be aligned with the intended application. Once the plasmids or producer system are ready, cells are expanded, vector production is initiated, and the crude harvest is processed to remove cellular material and nucleic acid contaminants. Downstream purification then enriches the vector and reduces empty capsids, aggregates, host-cell proteins, host-cell DNA, and residual process reagents.
Vector design and plasmid confirmation
Confirm ITR integrity, cassette size, promoter choice, polyA sequence, and capsid compatibility before production.
Cell expansion and production initiation
Prepare healthy adherent or suspension producer cells and initiate transfection, baculovirus infection, helper-virus infection, or stable production.
Harvest and lysis
Collect cells and/or supernatant depending on serotype and platform, then release vector while minimizing degradation.
Clarification and nuclease treatment
Remove bulk cell debris and reduce unpackaged nucleic acids that interfere with downstream analysis.
Purification and concentration
Use chromatography, gradient, filtration, or combined methods to enrich vector and control impurity profile.
Analytical release testing
Measure titer, identity, purity, full/empty content, residual impurities, infectivity, and potency according to project needs.
Critical AAV QC Indicators and Failure Points
AAV packaging outcomes should be evaluated through multiple complementary QC indicators rather than a single measurement. Each assay reflects a different aspect of vector quality, production consistency, or biological performance.
Key QC indicators include:
- Genome titer: Estimates how many vector genomes are present in the final preparation.
- Capsid titer: Measures the total number of AAV particles, including full, empty, and partially filled capsids.
- Infectious titer: Evaluates whether vector particles can enter target cells and support expression under defined assay conditions.
- Potency assays: Connect vector quality to the intended biological activity or functional output.
- Purity assays: Detect process-related contaminants, residual impurities, and capsid-related heterogeneity.
Common failure points include mutated ITRs, oversized cassettes, low transfection efficiency, poor cell viability, unstable capsid variants, high empty capsid content, residual plasmid DNA, and aggregation during concentration or storage. A troubleshooting plan should identify whether the problem begins in cassette design, upstream production, downstream purification, or analytical method. For packaging optimization, viral vector potency assessment can help distinguish a high-titer but weakly functional vector from a lower-titer preparation that performs better in the intended biological assay.
Overview of What Creative Biolabs Can Provide
Creative Biolabs can support AAV packaging-related projects through vector design review, expression cassette optimization, rAAV production support, purification, titration, and vector analysis. The most relevant service depends on whether the main challenge is cassette size, low yield, full/empty capsid content, titer accuracy, or functional performance.
| Research Need | Related Creative Biolabs Support | How It Connects to the Current Resource Topic |
|---|---|---|
| Review cassette architecture before packaging | AAV Vector Design for Gene Expression | Helps align promoter, transgene, polyA, ITRs, and genome size with packaging feasibility. |
| Plan a broader AAV vector strategy | AAV Vector Design for Gene Therapy | Supports integrated decisions across capsid, payload, delivery route, expression control, and production stage. |
| Improve downstream vector purity | Advanced Adeno-associated Virus Vector Purification Service | Connects directly to empty/full separation, impurity reduction, and preparation of vector for downstream studies. |
| Quantify total AAV vector output | Adeno-associated Virus Titration | Useful for comparing production batches and determining vector dose for experiments. |
| Measure packaged genome copy number | Titration of rAAV Genome Copy Number | Important when evaluating genome size effects, packaging yield, and batch consistency. |
| Evaluate infectious or functional particles | Infectious Titration | Helps connect physical vector quantity with biological transduction under defined conditions. |
| Assess potency after packaging | Potency of Viral Vector | Useful when titer alone cannot explain differences in biological performance. |
For projects that require a tailored AAV strategy, researchers can contact us today to discuss vector design goals, tissue context, payload constraints, and analytical requirements.
Frequently Asked Questions
Q: What does AAV packaging mean?
A: AAV packaging refers to replication and encapsidation of a recombinant AAV genome into an AAV capsid. The vector genome is supplied between ITRs, while Rep, Cap, and helper functions are provided separately during production.
Q: Why Genome Size Matters in AAV Packaging?
A: AAV packaging is most reliable when the recombinant genome remains near the natural AAV genome size range. Oversized genomes can reduce titer and generate truncated or heterogeneous vector genomes, while very small genomes may also require design attention.
Q: Can AAV package genes larger than 4.7 kb?
A: Some studies have explored oversized AAV vectors, but intact packaging above the conventional capacity is unreliable and may involve truncated genomes or recombination-dependent expression. Large genes often require compact cassettes, split-vector strategies, or alternative delivery systems.
Q: Which AAV production method is best?
A: There is no universal best method. HEK293 transfection is flexible for discovery and early development, while baculovirus/Sf9, HSV-helper, or stable producer systems may be considered for scalability and reproducibility depending on the program.
Q: Which assays are important after AAV packaging?
A: Important assays include genome titer, capsid titer, full/empty analysis, genome integrity, residual DNA and protein impurity testing, infectivity, and functional potency. The right panel depends on vector use and project stage.
Reference
- Wang J H, Gessler D J, Zhan W, et al. Adeno-associated virus as a delivery vector for gene therapy of human diseases. Signal transduction and targeted therapy, 2024, 9(1): 78. https://doi.org/10.1038/s41392-024-01780-w. Distributed under Open Access license CC BY 4.0, without modification.